- Home
- General Info
- Solutions
- Overview of Cheque Clearing and Processing
- Cheque Truncation System (CTS)
- Cheque Fraud Solution
- Cheque Book Issuing Systems
- Cheque Entry Solutions
- Cheque Encoding Solutions
- Outward Clearing Solution
- Automated Cheque Settlement
- Inward Clearing Solutions
- Cheque Archival Solutions
- Teller Cheque Deposit Solution
- Products
- Support
- Company
MICR Quality Assurance Procedures
MICR Quality Assurance Procedures
The establishment of Quality Assurance Procedures is the responsibility of producers of MICR encoded documents and the Financial Institutions to which the documents are presented. The procedures cannot be rigidly prescribed, as they need to be appropriate for the size of the operation, the technology in use and the skill of the personnel in production and use of MICR documents. For example the problems likely to be encountered by letterpress printing of MICR will be very different from those experienced by operators of MICR laser printers.
The information presented here is a guide to the various methods and tools available to ensure that information printed on MICR documents is correctly positioned and that the MICR print quality standards are being met. These procedures also have to be supplemented by those for design, layout and colour as required by the Design Specifications for Cheques and Deposit Forms.
1. Optical Evaluation
The MICR print specifications are based on optical dimensions and positioning thus the initial tests are simple optical tests. These can be carried out with the Position and Layout gauge, supplemented by the Optical Comparator.
The document should be inserted in the Position and Layout gauge between the clear plastic overlay and the opaque backing material. It is to be position so that the bottom edge is aligned with the bottom of the pocket and the right-hand reference edge is exactly aligned with the right-hand end of the gauge (noted with an arrow). The document is then in position to examine the codeline.
| MICR Clear Band | The bottom 5/8 inch of a document should be checked to see if it is clear of ink other than that for the printed characters and the background design if it intrudes into the area. The background should be printed in scan nonreadable ink. Any extraneous ink or other printing that is present in scan-readable ink should be less than .004 inch by .004 inch and can be checked with the optical comparator. If incorrectly setup, laser printers can produce large numbers of small magnetic spots which need to be carefully checked for conformance. Laser printed signatures also need care to ensure they do not intrude into the 5/8 inch band, especially where they contain descending characters. |
| Set-off | Wet ink may “set-off” on the reverse of a sheet above it in a stack. Where this occurs on the reverse of the 5/8th inch MICR clear band, the same restrictions apply as for the front of the sheet. |
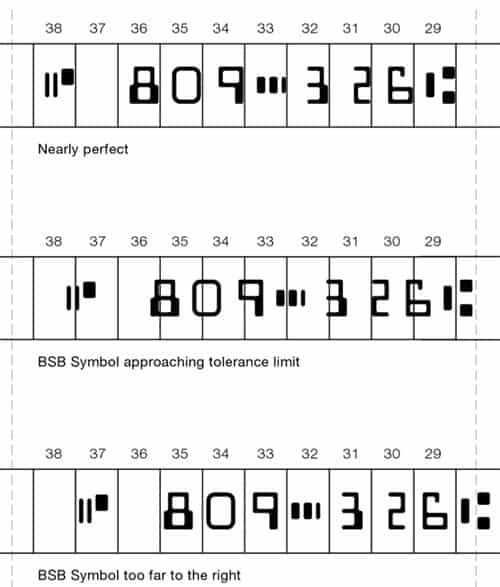
| Position | The BSB symbol is used as the reference character for position and should be in position 29 of the layout gauge’s codeline. If it is not, move the document horizontally until it is in position and check that the codeline falls within the horizontal and vertical tolerance limits as indicated on the gauge. |
| Format and contents | The information in the codeline is to be checked to ensure that the data is in the correct fields (refer section 3) and correctly conforms to the issuing Financial Institution’s Confirmatory Authority. |
| Spacing | The spacing of characters in individual fields must not vary by more than ± 0.010 inch and must not exceed the field limits, additional tolerances apply between fields separated by a blank space. |
| Alignment | The bottom edge of characters must not vary more than ± 0.030 inch this can be checked with the Alignment scale on the gauge or more accurately with the optical comparator. |
| Skew – character/field | The gauge and comparator have scales to measure the skew which must be < 1.50 for characters and in any field of a codeline |
| Dimensions | The gauge has representations of characters at the nominal, maximum and minimum sizes. The codeline should be compared with these and if there is any doubt that the characters conform to standard, they should be checked with the pocket comparator and the grids shown in Appendix 2. This is particularly common for Letterpress and Offset printing as the operating conditions may vary to cause out of tolerance conditions. A systematic deviation from standards could also be checked with the more accurate RDM OCR Qualifier and corrections made to the font by the typesetter or printer supplier. |
| Printing | Print quality covers voids, edge irregularity, extraneous ink as well as matters covered above. A preliminary examination of documents with a pocket comparator or loupe can usefully be supplemented by use of a low powered microscope if faults require a more detailed examination. Offset and Letterpress printing are prone to some print problems such as voids, edge irregularity and dimensional errors. Ribbon encoding is prone to voids or edge irregularity if the ribbon does not transfer properly. Non-impact printers are also commonly subject to extraneous ink. Voids and edge irregularities can also occur if toner levels are too low. |
| Debossment | This most commonly occurs with Ribbon encoding and Letterpress printing if the equipment is not properly setup. There are no instruments commonly available to measure debossment. No raised areas on the reverse of a codeline should be visible to the eye or able to be detected by fingertip touch. If either occurred, there would be concern about debossment being within specification. |
2. Magnetic evaluation
The only magnetic characteristic specified is the signal strength of the MICR print. The test equipment described above can however supplement the optical measurements and in many cases replace them. The waveforms and the peaks used for signal strength measurements are shown in Appendix 2 alongside the outlines of the character superimposed on the grid pattern. These are not specified by the standard, as there will be some variation in these waveforms dependant on the method of measurement. The ANSI X9-27 standard however specifies how the measurement is to be carried out for the purposes of signal strength and that method has been adopted by this standard.
The physical measurements provided by MICR test equipment is based upon waveform analysis and deviations should be confirmed by visual methods. Experience with the test equipment and the printing method can provide confidence that the physical measurements taken can be used to check conformance to these standards. Once experience has confirmed the magnetic testing is accurate for the printing technology in use, a number of the visual checks can be replaced by the more automated magnetic tests.
Magnetic testers are however poor at detecting print defects such as voids and edge irregularities hence some form of visual assessment of print quality must still be maintained.
| Signal Strength | The common standard is the Domestic symbol and must be between 75% and 200%. |
| Spacing | Most instruments provide some detail of the spacing. |
| Format | Most instruments can check the format against Australian specifications; errors need to be checked against the Confirmatory Authority before acceptance as incorrect. |
| Waveform | The RDM Qualifier gives very detailed waveforms and comparison with the nominal waveform. As noted above, the waveform does not form part of the standard but does provide useful information. For example skew distorts the waveform in a predictable manner and extraneous ink can easily be detected. |